Nu har jag äntligen kommit igång med bygget av fästet för den nya skogslastaren (skogskran som man säjer i Sverige). Förra veckan hämtade jag 380 kg stål i de grövsta dimensioner jag hittade från Borgå. Det blir det största stålbygget jag sysslat med – större än fästet för den gamla lastaren i början på 90-talet. Och då ändrade jag bara ett färdigt fäste så att det passade Belarus 825.
Det har blivit många dagar framför datamaskinen där jag har mitt CAD-program som jag använder för ritningarna. Det är ett av de ytterst få program som jag faktiskt har betalt för. Eftersom jag kör Linux så är annars alla program gratis. Jag laddar ned nya program och versioner varje dag från nätet. Linux är inte bara ett operativsystem – det är en världsomspännande klubb med de bästa programmerarna som finns. Linus Torvalds satte igång en rörelse som blev större än han någonsin kunnat ana. Han bor sedan många år i USA men vi kan vara stolta över att han kommer från Svensk-Finland. Personligen känner jag honom inte men jag är studiekamrat med hans föräldrar Nicke och Micke. Och Nicke Torvalds känner ni säkert. Han är EU-parlamentariker och har en kolumn i Landsbygdens Folk. Han gör ett fint jobb för vårt jordbruk i Bryssel.
Orsaken till att jag betalat för mitt CAD-program är att det är ett mycket viktigt verktyg då man bygger – både i trä och i stål. Jag använde en hel del gratis-CAD men då jag hittade BricsCAD så var det så bra att jag tyckte att det var värt priset som ju är en bråkdel av vad AutoCAD kostar. Under årens lopp har de flesta byggnader och maskiner blivit ritningar i min datamaskin. Fördelen är att det är mycket lätt att planera. Man kan se hur det fungerar bland annat genom att på skärmen lyfta stödfötterna och vrida lastaren.
Så jag har mätt och ritat och ritat och mätt igen. Klockan tre på natten vaknar jag ofta och tänker att “Nä, det där fungerar ju inte …” Det är underligt att man alltid kommer på en massa saker klockan tre på natten ! Det är säkert det undermedvetna som jobbar bäst då man sover. Som datamänniska skulle jag säja att det är processerna i bakgrunden som jobbar – inget nytt för den som jobbat med Linux som är ett mångprocessystem där hundratals processer är igång tillika.
Nåväl, det var nödvändigt att få till stånd en ritning innan jag kunde köpa stål. Så allt sedan den nya lastaren kom i juni (se Ny lastare) så har jag planerat och ritat fästet. Det är inte vackert men jag hoppas det är starkt. Jag är riktigt sur på den gamla Nokka-lastaren som är alldeles för svagt kontruerad och som jag svetsat otaliga gånger. Men sedan brister den på nytt alldeles bredvid. Är grundkonstruktionen för svag så hjälper det inte att lappa.
Men nu har jag använt flatjärn på 20×200 mm till det nya fästet så det skall inte brista i första taget … Men tungt blev det. De tyngsta bitarna orkade jag bara med nöd och näppe lyfta. Då de är ihopsvetsade så är det inget man för hand lyfter eller ens svänger.

Därefter skall alla hål borras för då de här bitarna är ihopsvetsade så borrar jag ingenting mera. Jag har ingen magnetfotsborr som jag kunde smälla fast i stålskivorna och borra vertikalt. Så det gäller att ha så bra ritningar att det inte behövs nya hål senare.Nästan hela förra vecka gick åt till att mäta och fundera och ändra i ritningarna.
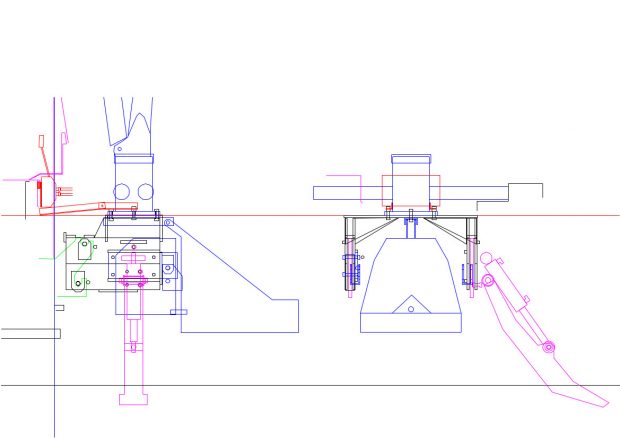
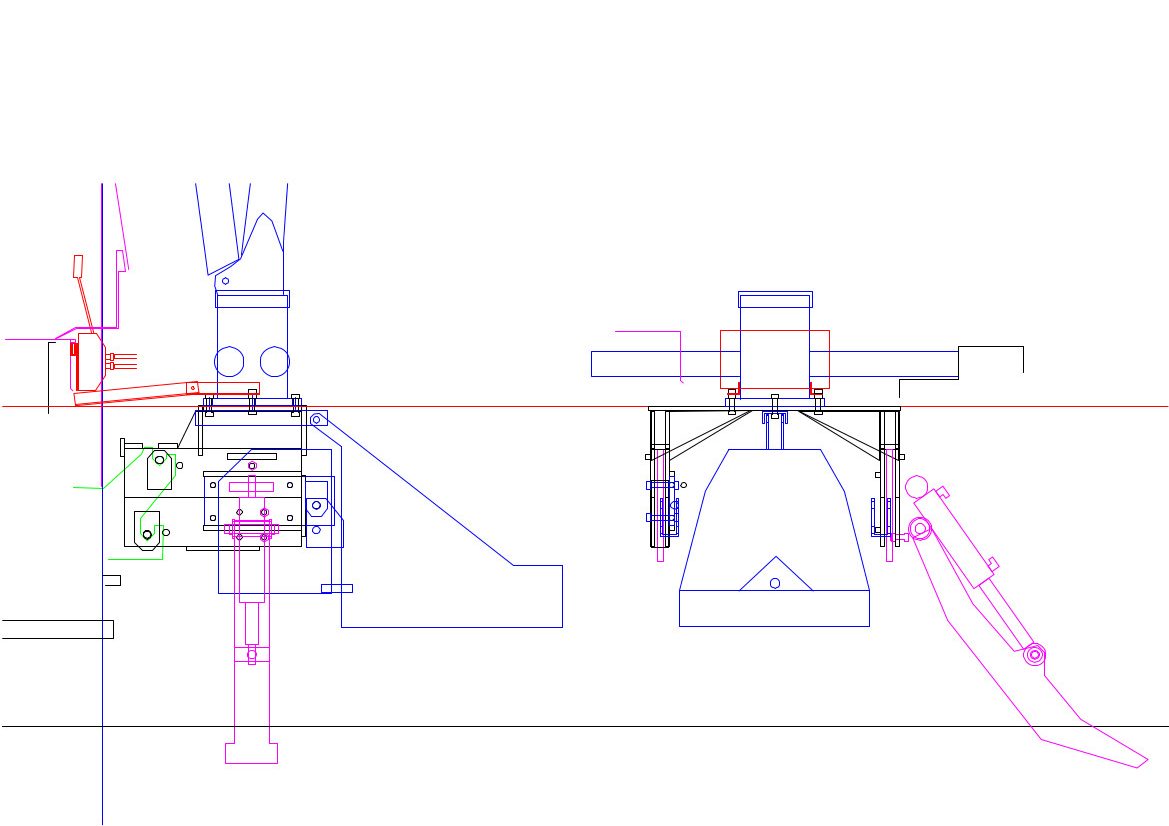
Men nu är de första hålen borrade och jag hoppas verkligen att de är på rätt ställe. Som man ser av ritningen ovan så är alla fästplattor fastskruvade. Jag har absolut tröttnat på att skilja åt hela lastaren för att komma åt att ändra i fästena som jag fick göra med gamla Nokkan. Den egentliga ramen består av en platta ovanpå med fästhål för lastaren och fyra plattor på sidorna som skall passa fästet på traktorn. Och de skall svetsas ihop så om jag gjort något allvarligt misstag i planerandet så blir det att köpa 380 kg stål till och börja på nytt :-).
Just nu håller jag på att borra hål – stora hål. Det blev en hel del funderande på en ny pelarborrmaskin eftersom min gamla bordsmaskin är litet för klen för 35 mm hål. Den klarar bra av 21 och 23 mm hål och i nödfall 25 mm men sedan är det stopp. Den har koniskt fäste av typ Morsekona 2 (MK2) men för 35 mm borrar behövs det MK4. Så jag tittade på nätet och visst finns det borrmaskiner som klarar 35 mm. De är inte ens så farligt dyra. De billigaste är under det jag betalade för stålet.
Men ju mer jag tittade på alternativen desto osäkrare blev jag. Så småningom kom jag fram till att det inte lönade sej att skaffa en ny billig pelarborr. Den jag har är över 40 år gammal och made in Taiwan. Men dålig har den inte varit och den har fungerat bra i alla dessa år – och är ännu bra. Skall det vara en ny pelarborr så skall det vara en svensk Arboga eller Strand eller liknande. De nya maskinerna har matning och automatisk gängning som byter riktning då gängan nått rätt djup. Men de är dyra. Så jag väntar på en begagnad Arboga. Det finns en hel del till salu för hyfsat pris men förstås inte just nu. Man måste vänta litet om man skall ha billigt och bra begagnat.
Så jag köpte färdiga lappar med 35 mm hål. Sedan skär jag upp öppningar i stålplattorna med gassvetsen. De blir inte vackra men jag svetsar fast hålplattorna vid stålfästet så jag får snygga och täta hål utan borrmaskin. De flesta hål blir bara 21 mm så det behövs inte så många lappar. Huvudsakligen är det fästtapparna vid traktorfästet som behöver stora hål och de är bara fyra stycken (=åtta hål).
Som sagt så är det fråga om tunga plåtar så man lyfter inte dem i onödan. Jag har planerat en travers i verkstaden men inte hittat nån lämplig. Det finns traverser till salu för rena skrotpriset men de är på 30-40 ton och helt överdimensionerade för vår verkstad. Nu får jag nöja mej med den lilla motorlyften som borde klara 400 kg och som går på hjul. I värsta fall måste jag köra traktorn in i verkstaden och lyfta med frontlastaren eller den lilla Farman. Fast upp i pelarborren får jag inte det färdiga fästet. Då skulle en stor pelarborr som står på golvet vara bättre.

Att borra så här grova stålplattor är inte så enkelt. Man måste först borra men en liten borr och sedan förstora hålet med en grov. Och först och främst se till att hålet kommer på rätt ställe … Där gäller det att ritningarna är riktiga och så skall det mätas var hålet kommer. Till det behövs det ljus – mycket ljus – och vattenpass att se till att plattan är exakt i rätt läge. Med tuschpenna och stålrits får man ganska bra noggrannhet. Det är kanske inte så noga med en millimeters avvikelse men man bör försöka få hålet så precist som möjligt. I en tunn plåt kan det göra detsamma om borren går rakt igenom men i en 20 mm platta skall den gå vinkelrätt.

Det blir en hel del spånor med så här grova plattor.

Och ännu mera med den grova borren.

För så här grova arbeten behövs det absolut skärvätska. Den smörjer borrens skär och kyler den. Blir borren för het så tappar skäret härdningen och borren är förstörd. Skärvätskan minskar friktionen och borren blir inte alls så het. Det bästa skulle vara en pump med ständigt flöde av skärvätska men det går också med en sprayflaska även om det tar mera tid då man måste lyfta borren och spruta skärvätska allt som oftast.
Nu är de understa plattorna borrade och det gäller att få hålen för de övre plattorna på rätt ställe. Det går att justera litet ännu vid svetsandet men det blir lättare att svetsa om hålen är på rätt ställe.
Det är förvånansvärt torrt väder nu i höst. Egentligen borde jag vara ute och gräva men snart kommer vintern och då skall lastaren vara igång. Så det är bara att borra och svetsa.