Dags att svetsa ihop 400 kg stål till lastarfästet. Det blev litet avbrott med en hel del andra jobb och så var jag en vecka i Sverige. Nu är i alla fall hålen borrade i alla plattorna – det måste göras medan man ännu orkade lyfta upp dem till pelarborren.
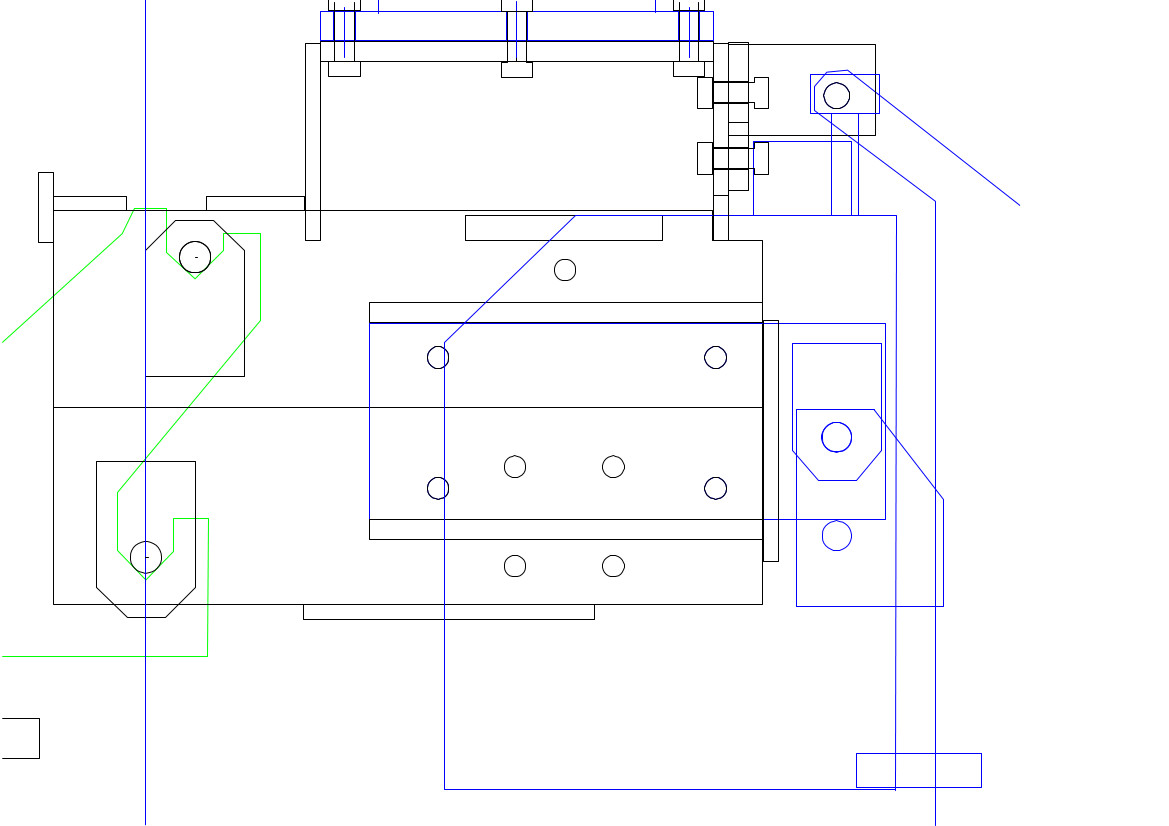
Det blev en hel del diskussion om mina ritningar och jag började fundera på nytt och rita om. Genom att flytta lastaren framåt kunde jag hålla processorn tillräckligt nära traktorn och fick rum för bättre stödplattor. En platta på 20 mm håller inte mycket utan det är vinklarna som är det viktiga. Nu lyckades jag få övre processorfästet bakom övre stödplattan och behöver bara ta ur ett par centimeter ur stödplattan för processorn. Den får absolut inte flyttas mera nedåt.
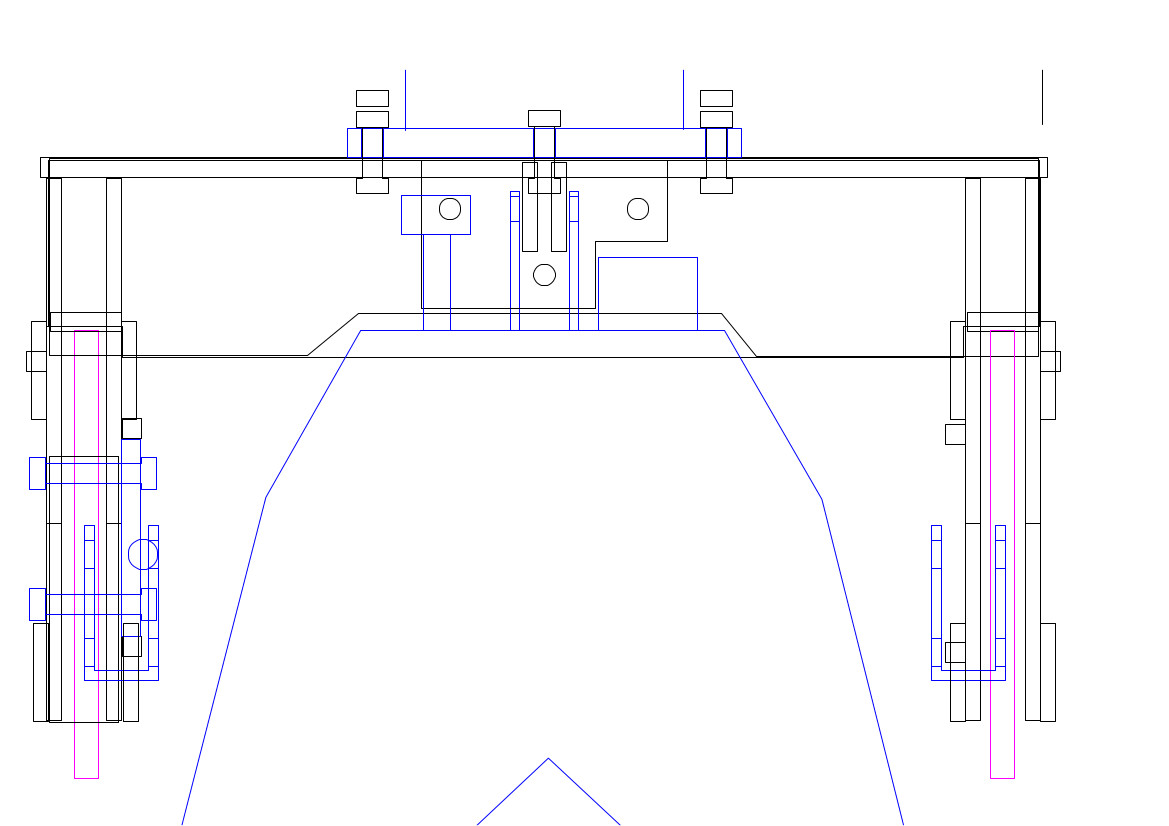
Fästet bakifrån.
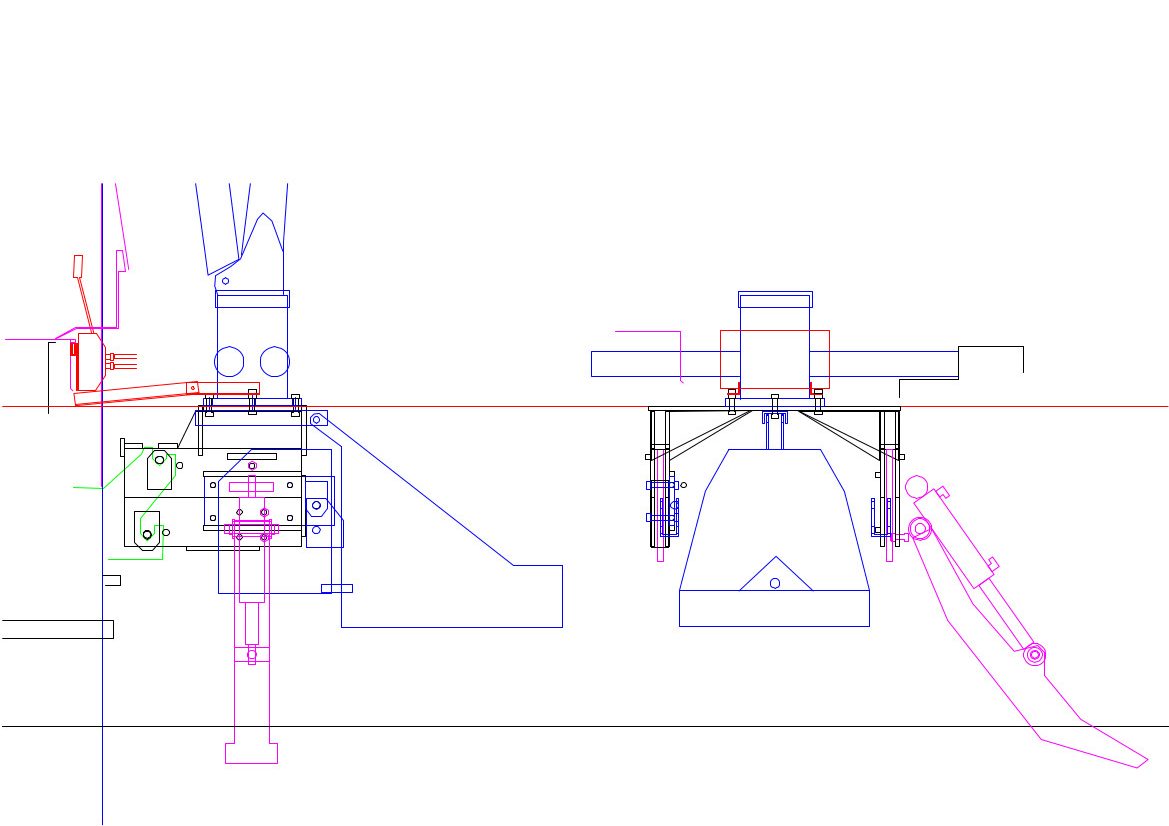
Fästet från sidan.
Hacket i sidoplattan visar att lastaren är flyttad framåt. Det ger inga egentliga nackdelar men tyngdpunkten blir bättre. Det är bara bakrutan som inte kan öppnas så mycket men det är inte så viktigt. Oljefiltret utanpå processorn går nu att öppna också då den är fäst vid ramen vilket inte var fallet ifråga om den ursprungliga monteringen. Man fyller också på olja den vägen så underhållet blir lättare. Att flytta processorn nedåt är helt uteslutet för den vill redan nu ta i stubbar och stenar. Jag har brutit av kedjan för svängning ett par gånger då jag backat och inte sett hindren. Ofta är hela området kring processorn täckt av kvistar då man kör ludna granar genom processorn.
Det var litet problem med att skära kanterna för den dubbla V-fog (X-fog) som jag svetsade i 20 mm fästplattan. Det var betydligt svårare att skära snett än rakt genom plattan fast man kunde tro att det är lätt att skära av kanten. Jag var tvungen att sätta fullt flöde på acetylenet med det största skärmunstycket (nr.4 i AGA X11). Det var förvärmningen som inte fungerade så bra då munstycket var snett riktat. Det gick bra ett par centimetrar men sedan måste plattan värmas på nytt. Jag kollade på nätet och visst kan man skära snett också riktigt snyggt men med dyr utrustning med tre munstycken …
Till sist hittade jag ett bra tips att sätta ett järn som stöd för munstycket och det gick mycket bättre än med AGA:s stödrulle.

Det ser inte så vackert ut men man kan lätt knacka bort dropparna med huggmejsel.

Här ser man skillnaden mellan rullstöd (nedre sidan) och linjalen i förra bilden (övre sidan). Till höger är kanten slipad litet med vinkelslip men till vänster är den enbart skuren. En riktig svetsare får väl slaganfall av den dåliga skärningen men med många sliptrissor lyckas jag så småningom få till stånd en svetsbar fog.
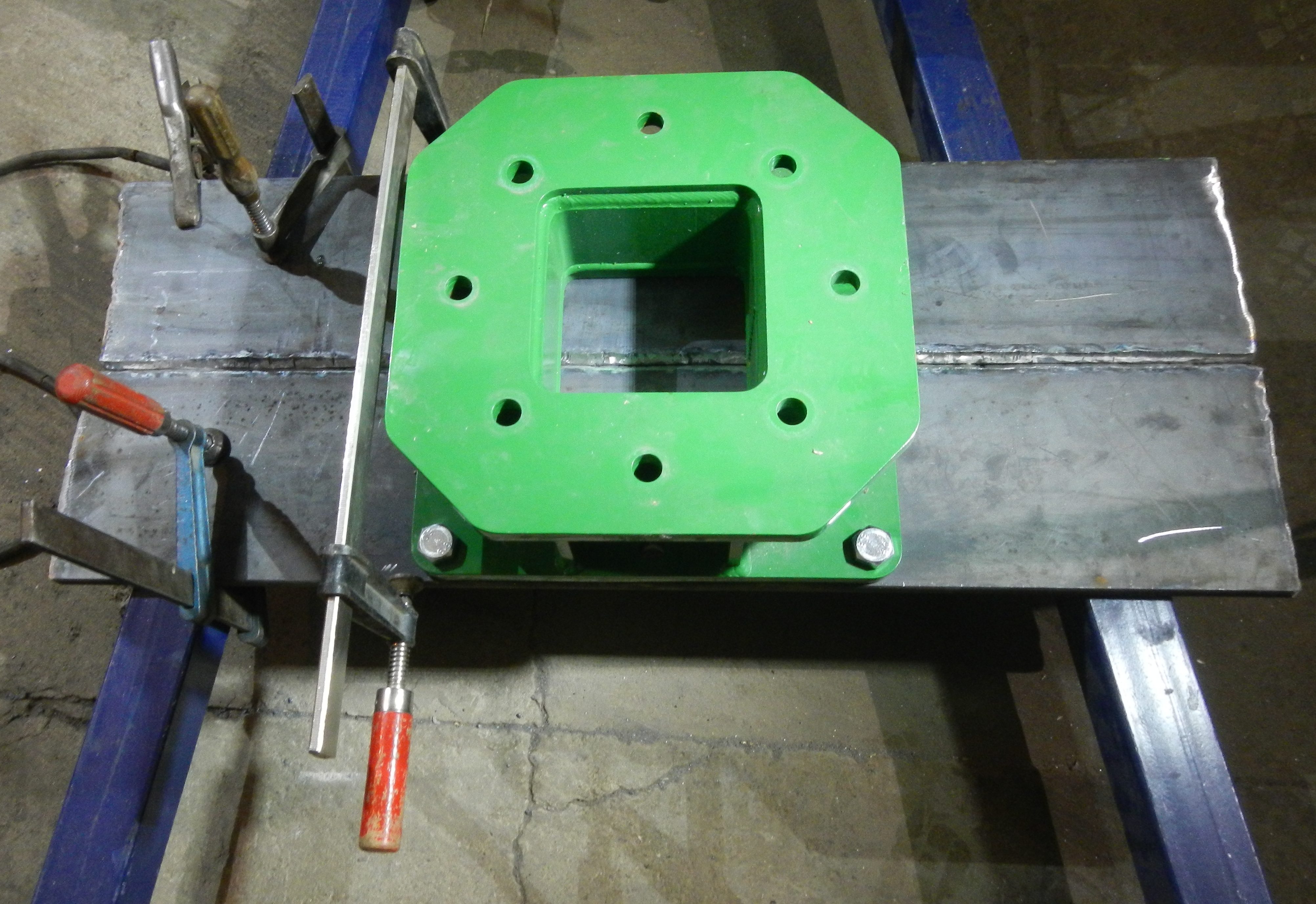
Svetsningen kan börja och jag har skruvat fast ett mellanstycke vid plattorna för att få dem på exakt rätt ställe. Mellanstycket behöver jag egentligen inte eftersom lastaren kommer direkt på den här plattan. Det är avsett att fästa lastaren vid en vagn. Då jag dragit två bottensträngar på var sin sida om mellanstycket kan det skruvas bort. En svetsfog får alltid till stånd en dragning och då jag svetsat bottensträngen på ena sidan så vänder jag plattan och svetsar bottensträngen på andra sidan så att bitarna dras tillbaka. För den här X-fogen på 20 mm platta behövs det två breda svetssträngar och sedan två sidosträngar.
Till svetsandet använder jag 4 mm elektroder OK46. Jag svetsar med den gamla transformatorsvetsen som farsan köpte på 50-talet. Jag har också en ny inverter men den var en besvikelse för det är betydligt lättare att svetsa med den gamla. Intressant nog diskuterade vi svetsar med vår granne i Medåker som är svetsare till yrket och han tyckte också att gamla svetsar är bättre än de nya med elektronik och rackerier. MIG tyckte han inte alls om för svetssträngen blir så hård att den är besvärlig att bearbeta. Så jag håller mej till den gamla transformatorn och OK46 fastän OK48 lär ha bättre hållbarhet. Det kan hända att de är bättre för riktiga svetsare men för en klåpare som jag är OK46 (rutil) lättare att använda.
Strömstyrkan är litet oklar för den gamla transformatorn har en mindre exakt skala – det är bara en koppartråd som går upp och ned tillsammans med transformatorns kärna. Noggrannheten är väl kring 30-50 A. Jag körde 4 mm elektroder med 200 A (tror jag). Åtminstone sprakade och spottade de alldeles tillräckligt så det kan hända att strömstyrkan var litet högre men jag ville inte dra ned den för att inte minska inträngningen i plattorna. Tjocka plattor kyler ganska effektivt svetssträngen och den får inte bli för kall. Sedan kom jag på den lysande idén att över nätet beställa en tångamperemätare med max hold, dvs. den håller kvar visningen av maximala strömstyrkan. Då kan jag efter svetsningen se ganska exakt vilken strömstyrkan varit – får man hoppas. Det är svårt att se på mätaren tillika som man svetsar.
Det blev långa strängar och lustigt nog tog det mest på bakbenen. Man måste spänna alla muskler för att föra elektroden jämnt och precist framåt utan avbrott och det tar på. Jag försökte få en så bekväm ställning som möjligt men det var svårt eftersom jag inte orkade lyfta upp plattan på bordet. Och ju mera jag svetsar ihop desto tyngre blir fästet.

Så här ser svetsen ut förrän den är slipad. Inte så vackert men man får hoppas att det håller. De streck som man ser ovanför svetsen är då jag ritsar med den nya pinnen så att den skall tända ordentlig förrän jag börjar svetsa.
Nu är det bråttom att svetsa ihop fästet för det har blivit kallt och lär bli ännu kallare. Litet misstänksam är jag för ett kallt oktober och november slår sedan tillbaka så vi får en alldeles för varm vinter med dåliga vintervägar i skogen. Jag skulle föredra en varmare höst och en kallare vinter.